





















OilPure Applications – English
OilPure demonstrates in Oil Contamination Control, Oil Recycling System, Lubrication Engineering & Tribology for American industries and Oversea companies for over 30 year experiences. This knowledge and experiences help improve manufacturing Productivity and improve Hidden Profits (ROA) in the manufacturing process which has been neglect by industries. This is a path of being a World Class Manufacturing.
US Army – Black Hawk Helicopter Division at Corpus Christi, Texas
OilPure works with US Army through Pentagon Defense Contractor as a 3rd Tier Supplier to build an On-Site Oil Recycling System for Black Hawk Helicopter Division at Corpus Christi in Texas who makes aviation components for military. They plan to recycle synthetic fire resistant hydraulic oil MIL-PREF-83282, Mobil DTE26, Mobilfluid 424 oils.


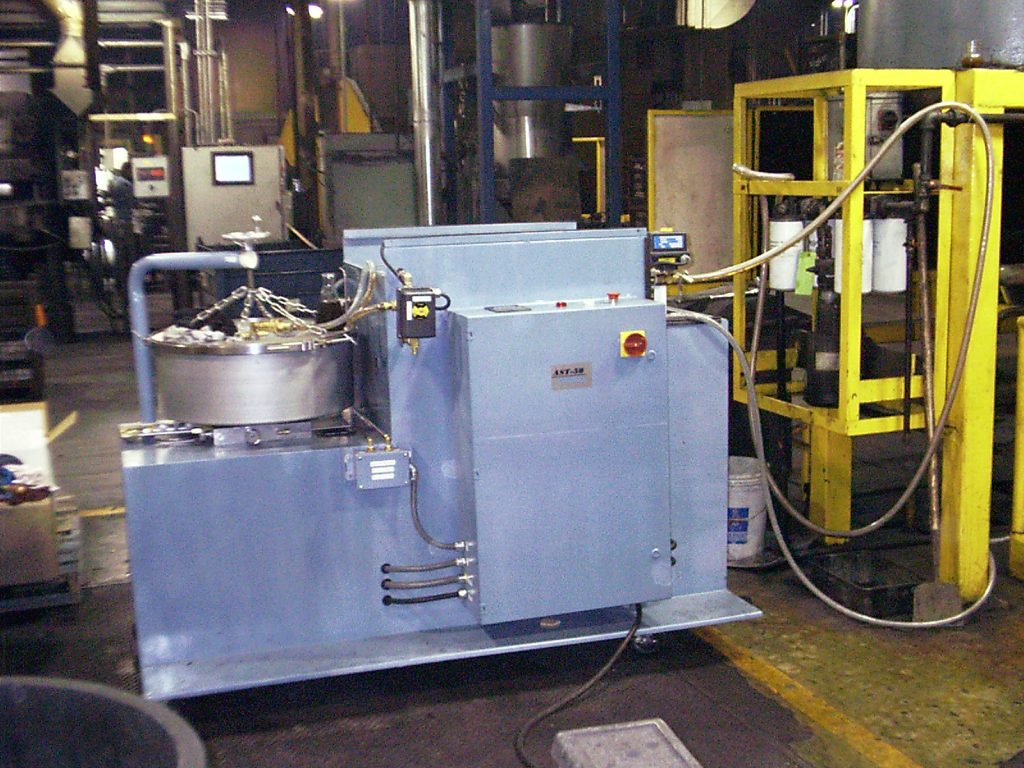
AST-50 Oil Recycling Machine is installed at Black Hawk Helicopter division at Corpus Christi, Texas
US Army – US Marine Corps at Albany, Georgia
OilPure builds an Oil Recycling System for Transmission Fluid in US ware equipment that were sent to this plant for rebuilding and refurbishing after the ware equipment were in the military service. SS-50 Oil Purifier is in USMC US Marine Corps, Albany, Georgia





US Navy – Nuclear Submarine, at Pearl City, Hawaii US Navy, SDVT-1, ASDS

OilPure is a 3rd Tier US Defense Contractor.
Goodyear Tire, Aviation Tire Manufacturer at Danville, Virginia
OilPure designs Hydraulic Oil Recycling System that leaked oil is recovered from Banbury Machine, Extruder Machine, collecting at the Underground Pit for 3,000 gallons per month. This project was paid off in 9 months. Goodyear received tax credit for Zero Wast Oil Disposal from US EPA (Environmental Protection Agency)


AST-50 Oil Recycling Machine

OilPure training for Oil Contamination Control to Reliability Engineering Staffs.
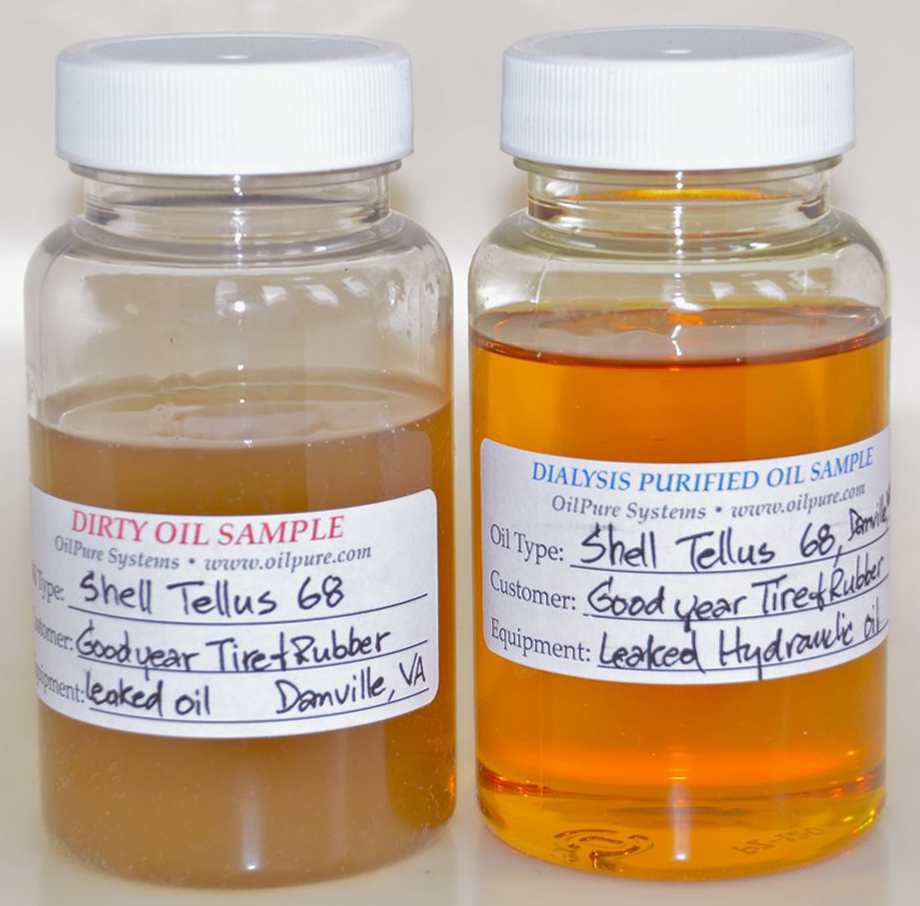
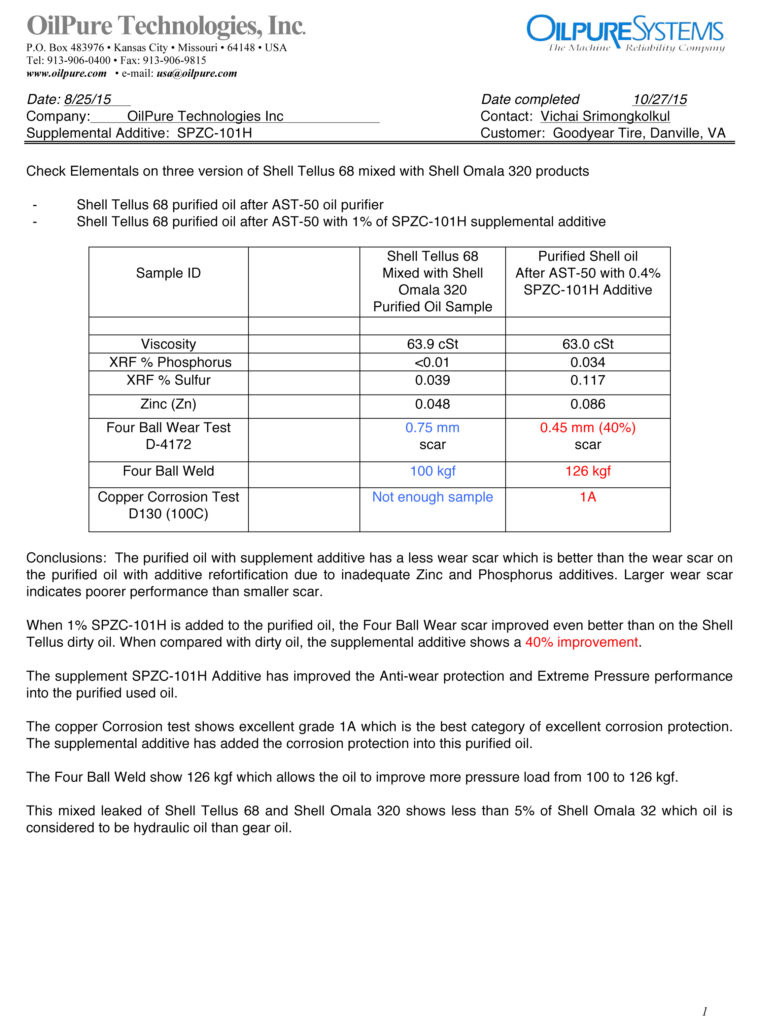
The Before-and-After OilPure Cleaning
- OIlPure has refortified Oil Additive in the recycled hydraulic oil after AST-50 into Shell Tellus 68. Purchasing department has purchased the oil at the lowest price, effecting the low level of oil additives in the new oil.
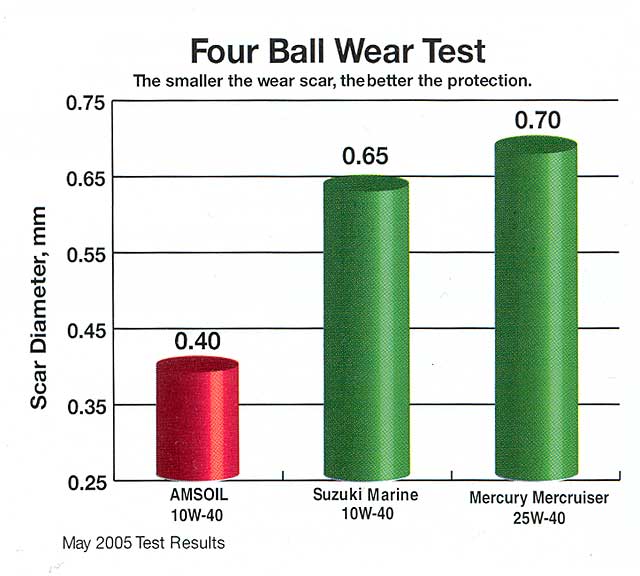
- SPZC-101H Oil Additive results in Four Ball Wear Test showing the reduction of Scar from 0.75 mm to 0.35 mm. This is an excellent 40% improvement in wear protection.
- Four Ball Weld value improves from 100 kgf to 120 kgf which means the oil can carry 20% more load and heat at 120 kgf before metal surface start to weld to one another.
- Copper Corrosion Test shows the recycled oil at 1A Rating which is considered to be top rating
- This is an improvement in Asset Management that improves machine Productivity, resulting in additional profit in ROA (Return on Asset) that was hidden and can be recalled from quality lubricating process in the machine.
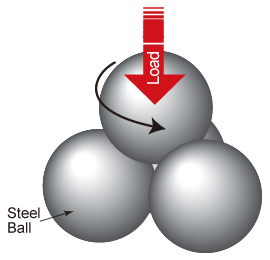
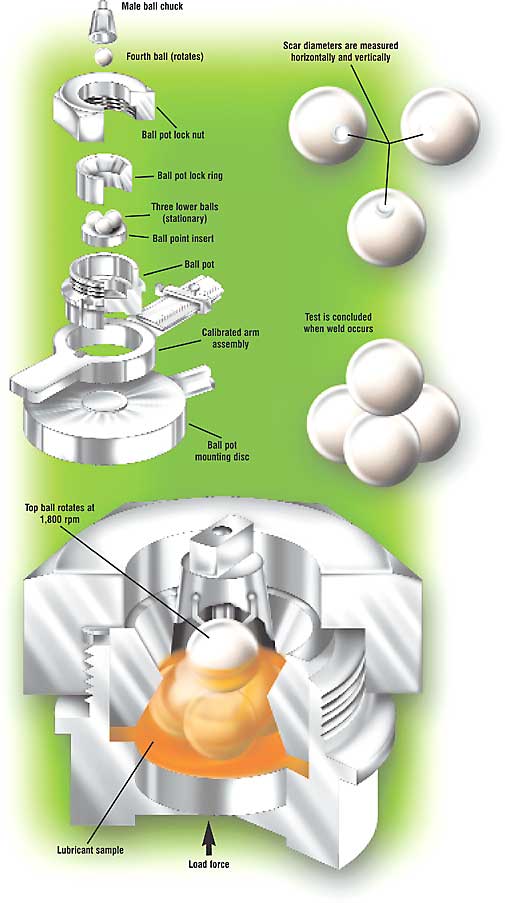
What is Four Ball Wear Test (ASTM-D-4172) ?
Four-Ball Wear determines the relative wear-preventive properties of lubricating fluids and greases in sliding and rolling applications. It is the only test machine proven through cooperative inter-laboratory testing to meet requirements of ASTM: D-2266 and D-4172.
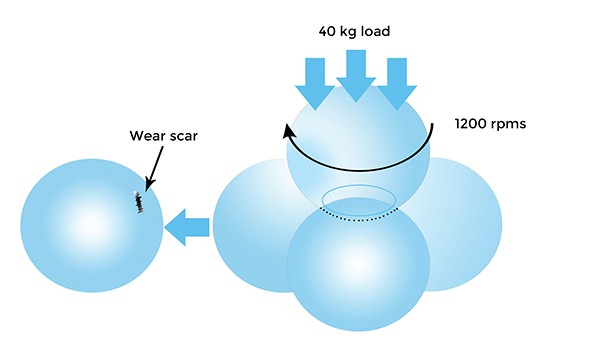
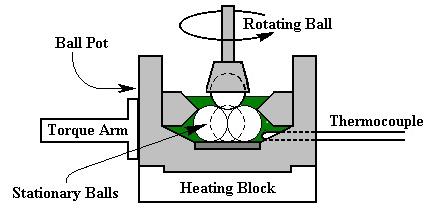
Four Steel Ball 4 Sliding and Rolling on metal specimen
Scar depth is measured in mm (millimeters)
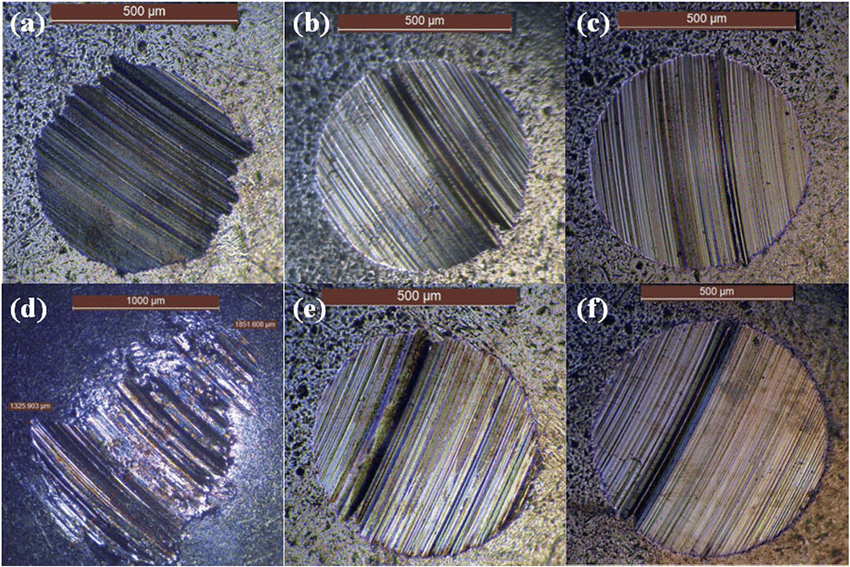
Four Ball Wear Test determines the wear protection properties of a lubricant by measuring the wear scars produced by four metal balls in sliding contact under the test parameters. The smaller the average wear scar, the better the wear protection provided by the lubricant.
The better the lubricant is at preventing wear, the smaller the wear scar will be on the three stationary balls. At the conclusion of the test, the three wear scars are measured and the average is reported. The coefficient of friction is also measured throughout the 60 minute test with the average being reported at the end of the test.
What is Four Ball Weld Test (ASTM: D-2596, D-2783) ?
ASTM: D-2596. D-2783 Four Ball weld point test Weld Point (WELD/PT), kg – The lowest applied load in kilograms at which the rotating ball welds to the three stationery balls indicating the extreme-pressure level to the lubricants-force (or newtons) has been exceeded. Deemed to be complete when the ball bearings have welded together under the heat generated by friction.
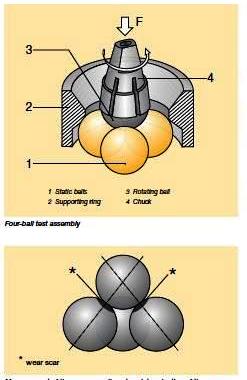
All Four Ball Steels are welded into one piece.
Cooper Tire – An Automotive Tire manufacturer in Tupelo, Mississippi
OilPure installed an Oil Dialysis Machine, MB-50 for Copper Tire to remove Varnish built up in hydraulic oil 30 years ago. Tire factory is full of rubber dust particle that can escape in hydraulic oil and causes servo valve damages.

Copper Tire factory in Mississippi

MB-50 Series 1 Oil Purifier 30 years ago.
Koller Craft – Plastic Injection Molder in Fenton, Missouri
Koller Craft has 9 units of Husky injection molders sizing from 500-2,200 tons. Hydraulic oil becomes contaminated every 6 months. If no oil changes, there will be substantial damages in hydraulic system components. Koller Craft installed 9 dedicated SS-50 oil purifiers on each injection molder to keep the oil continuously clean. All hydraulic damages such as Hydraulic Pump และ Servo & Proportional Valve dramatically reduced due to the quality clean hydraulic oil. This dedicated SS-50 Oil purifier provides a good 2 weeks of Total Oil Contamination Turnover or equivalent to changing new oil every 2 weeks as shown in the clean oil photo.



The Before-and-After Purified oil from SS-50
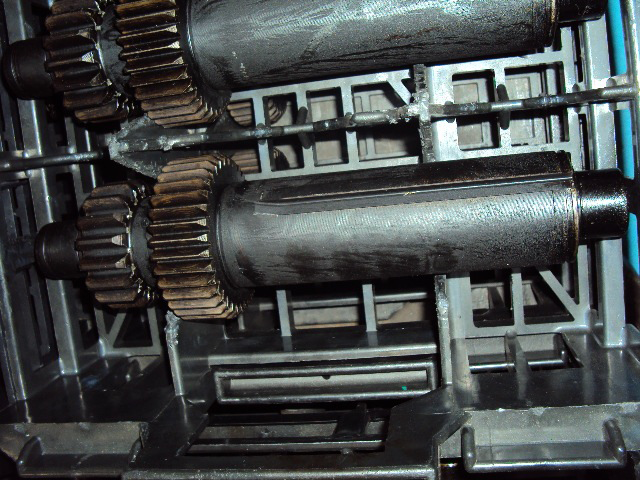
Dirty oil shows a sign of trouble in injection molders caused by the Friction Out of Control in Servo Valve and Gear Pump Tolerance.
LP Lighting – Manufacturer of Ceiling Lighting by Krauss Maffei injection molder in Sulivan, Missouri
SLP Lighting has 4 units of Krauss Maffei injection molders sizing 2,500 ton that hydrualic oil becomes contaminated so quick in 6 months. SLP Lighting installs SS-50 Dedicated Oil Purifier in all 4 Krauss Maffei units. SS-50 installs on new Krauss Maffei from the new Start up in 7 years. SLP Lighting hasn’t change new hydraulic oil since then and there is no sign of Hydraulic pump and Servo & Proportional Valve failures in 7 years.



Krauss Maffei Injection Molder




Veolia Environmental Services provides ROV (Remote Operating Vessel) operation to repair leaked valve damages undersea for BP Oil Spill in Gulf of Mexico from Galveston, Texas
In 2010 OilPure is part of the repair team to repair crude oil leaking from broken valve of BP Oil Spill in the Gulf of Mexico. This project is about 2 years before the valve is completely fixed.
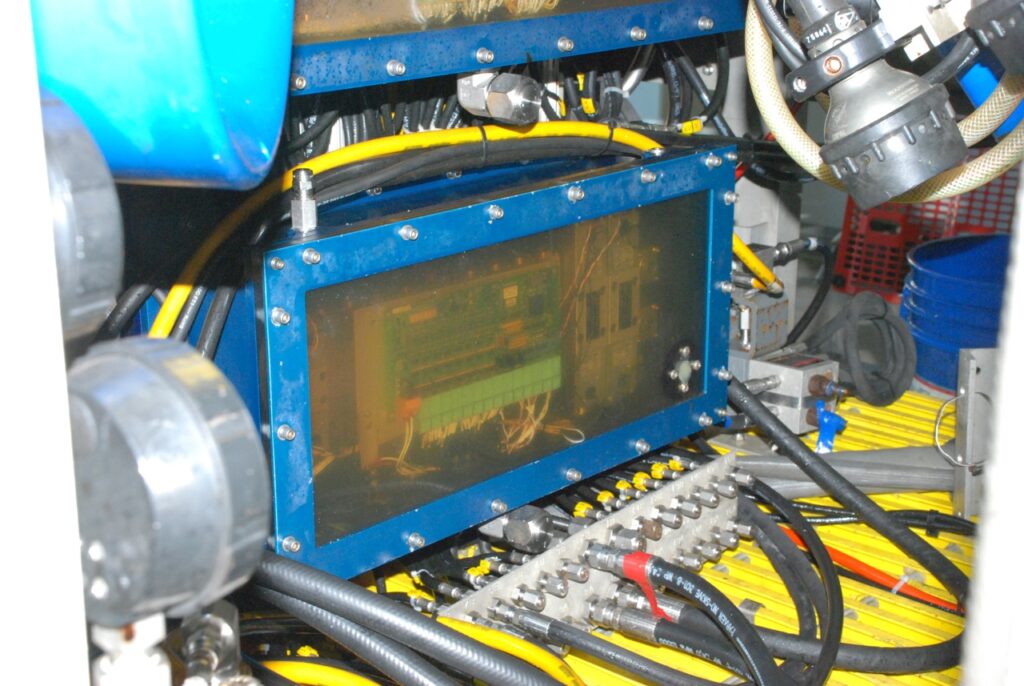
ROV (Remote Operating Vessel) is a robot equipment working undersea, needs to bring to surface vessel for maintenance and hydraulic oil change every 2-3 days. There is brine, concentrated salt water penetrates into hydraulic system during undersea operation. Brine causes Internal Corrosion in ROV components. Dirty oil is drained and recycled by AST-50 in the surface vessel during this 2 years of operation. All hydraulic oil is recycle during this time. No waste disposal from the vessel.

AST-50 locates inside Veolia Support Vessel floating on top where the ROV is working on repairing the broken valve undersea in Gulf of Mexico. Hydraulic oil was recycled through AST-50 from ROV that was sent 10,000 feet under the ocean to repair leaked valve.

ROV (Remote Operating Vessel) needs to bring up from surface vessel every 3 days for maintenance oil change. Brine and sea water causes internal corrosion in ROV components.

The Before-and-After Purified Oil after AST-50 shows the removal of brine and sea water from oil. Typical one micron filter is not able to remove brine salt from oil.



Veolia supporting vessel


ROV was controlled remotely from Vessel control room while ROV is undersea 10,000 feet.

Blount Inc. in Oregon – USA, in Guelph – Canada, in Fuzhou – China, Blount manufactures Chain Saw Knife for forestry industry

Blount Canada

Blount USA

Blount China



OilPure is a supply chain chain for Blount Inc. in 3 countries for their stamping oil recycling system. OilPure provides beyond the oil recycling system as well as improving Blount competitive advantages. Blount uses special lubricant help sharping the Knife Blade and affects 80% last longer than competitors. The technology is hiding in the lubrication. OilPure has been recycled stamping oil since 1997 for Zero Waste Oil Discharge with 3%-5% top oil.

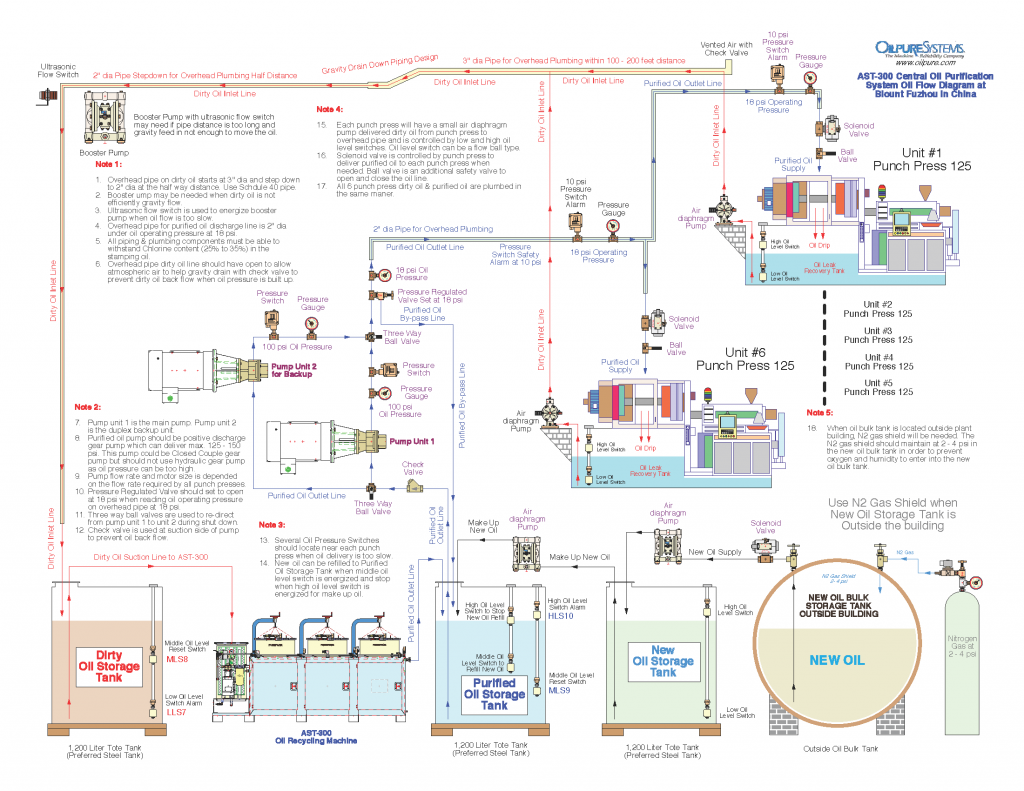
AST-300 Centralized Close Loop Oil Recycling System
Integrated Machine AST-300 = FC-4 + VJ-300 + MB-150


Duplex Pump Out System


Backup Pump


OilPure helps reformulate the Stamping Oil from Chlorine Base to Phosphorus Base to avaoid the Chlorine hazardous material. The punching machine provides stamping and shearing process to form and sharp the knife. Stamping oil is spraying on metal surface prior to stamping to lubricate the expensive Die and helps sharping the knife as well.




This special formulated stamping oil contains Phosphite Inorganic from Phosphorus material that was a solid substance and ground into soluble in oil. This Phosphorus can carry tremendous load and has no side effect on stain on part surface as well as corrosion. However, Phosphorus is a very fine solid substance which is used to sharp the special alloy steel. This will make alloy steel remain sharp longer than normal sharping process.


This stamping oil is very expensive costing 5 times more than Chlorine base lubricant. The stamping oil consumption is about 800 gallons per day. OilPure has designed a Centralized Closed Loop System that has No Moving Parts which is an unmanned operation, fully automatic system as shown on below flow diagram.
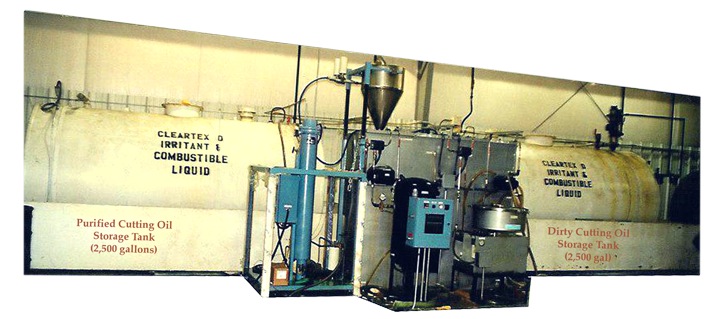
Cutting Oil Recycling System from 600 CNC Machines at Seward Products in Seward, Illinois
Seward Products is a screw machine shop subcontractor using CNC Screw machine that generaetes 200 gallons per day capacity of cutting oil.Oil is spilled from Chip Spinner and need to be clean before reuse. The AST-50C cutting oil recycling machine has to run 24/7 non stop since 2515.

AST-50C recycles cutting oil 200-300 gallons per day.


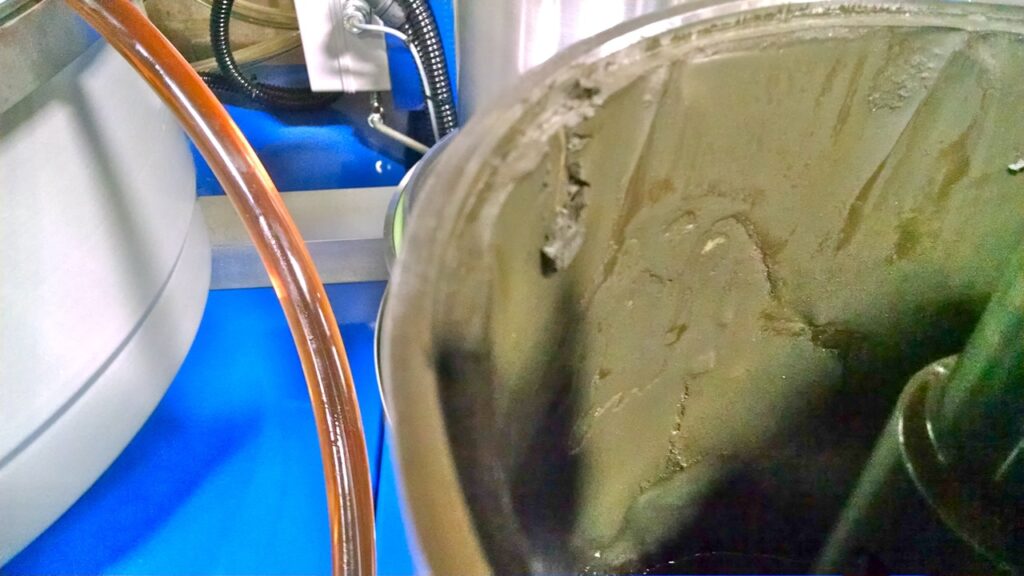
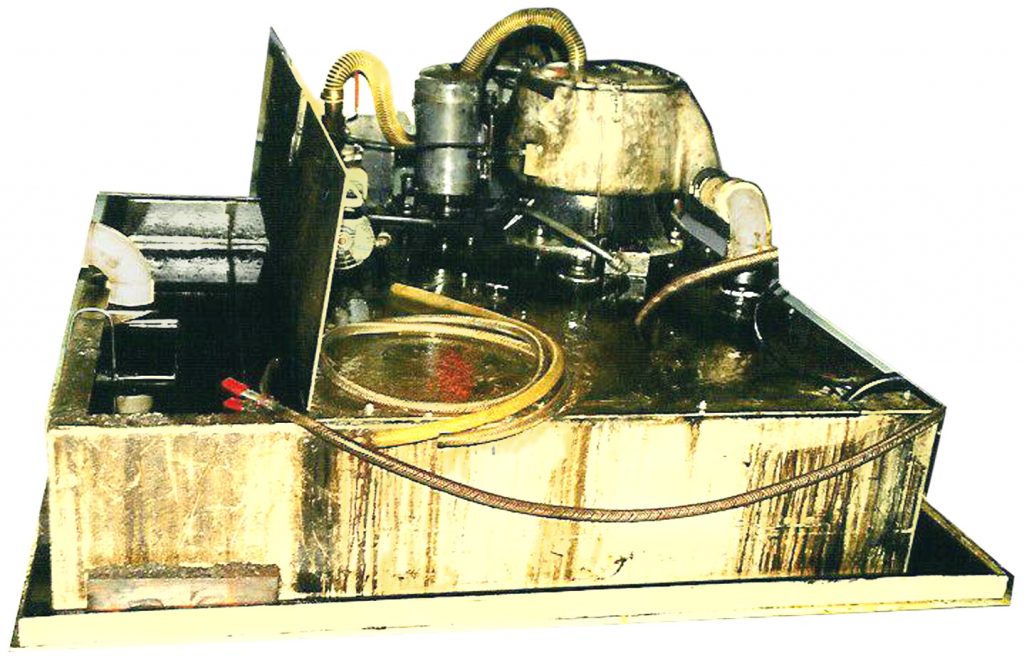
Dirty oil is collected in Dirty Tank for settling and passed through AST-50C. In the AST-50C contains the TC-8– High Speed Centrifuge to separate sludge from oil —> FC-1, 5 micron Pre-Filtration —> VJ-150 Vacuum Jet Dehydrator for water removal —> MB-50 PurePack Chemical Filter for Final Treatment —> to Clean Oil Tank for reuse back to CNC machines.
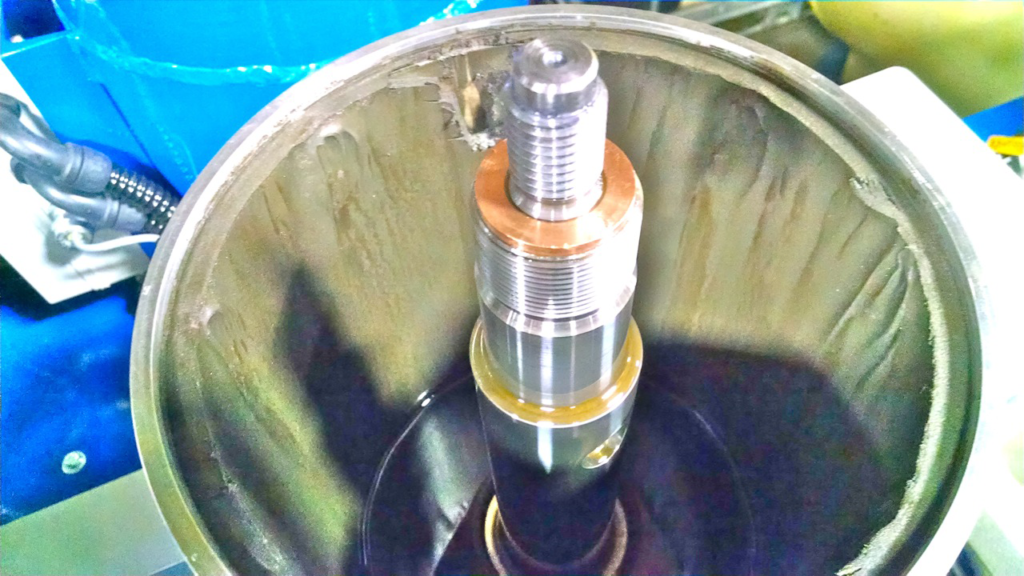
Centrifuge removes 10% sludge from cutting oil.

TC-8 Built-in High Speed Centrifuge in AST-50C


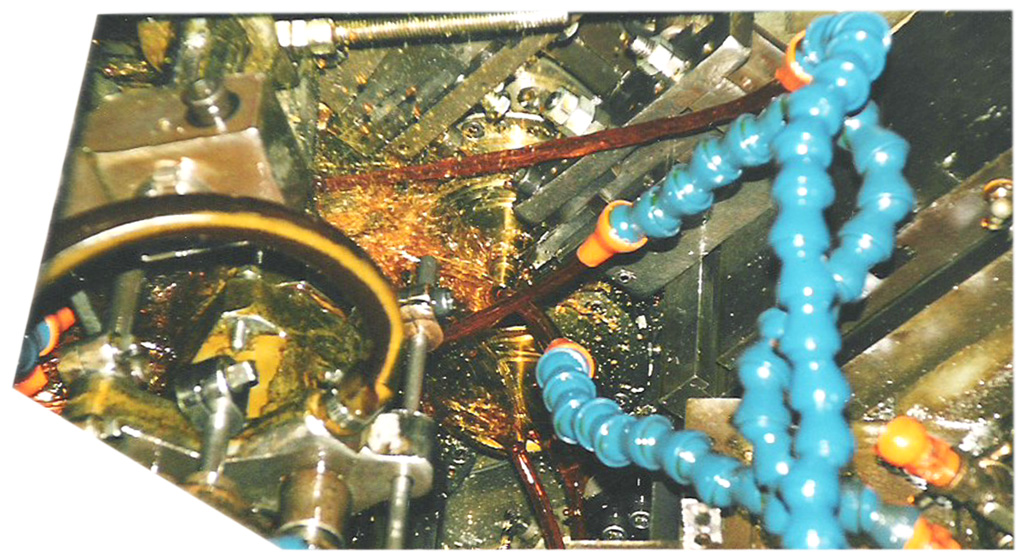
Chip is delivered by Chip Conveyor.


Dirty Oil is spilled from Chip Spinner for recovery.
1.0% of P-404 Supplemental Oil Additive is refortified after recycled from AST-50C in order to enhance machining capability in the oil. This additive contains Phosphorus EP Additive และ Inactive Sulfur that improves 37% faster machining as compare to the new oil. This can be explained in the result in Four Ball Wear Test (ASTM: D-4172) showing Reduction from 0.54 mm – 0.34 mm Scar
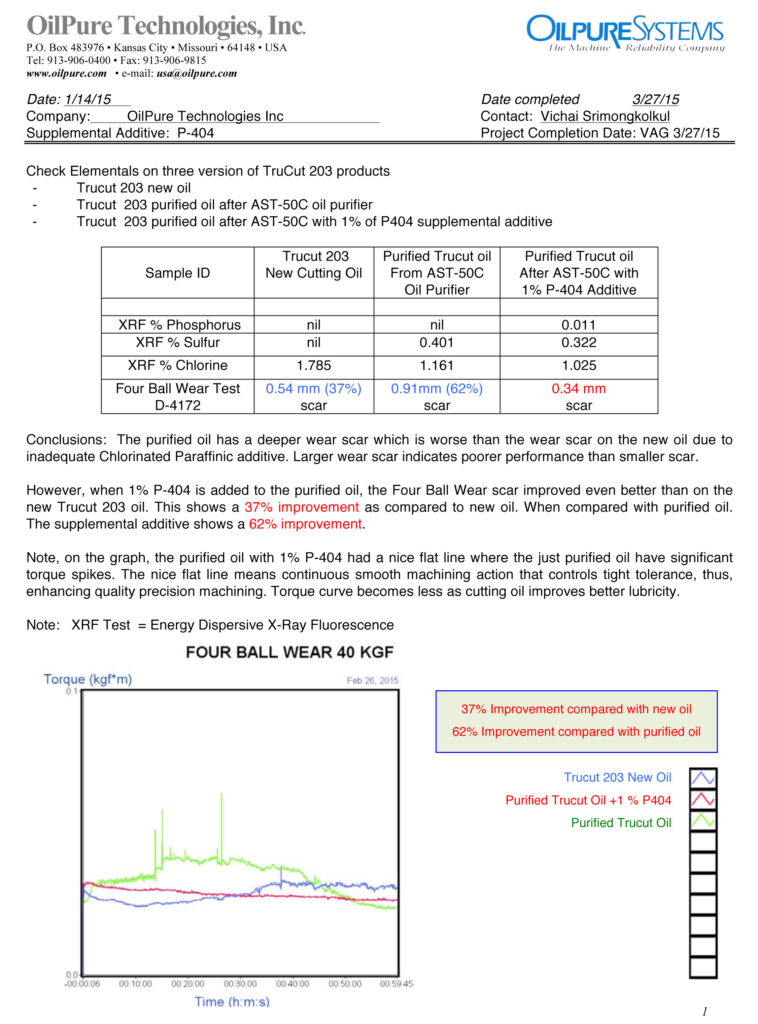
The Built-in Precision Machining Quality Control can be incorporated from cutting oil. This explains in the Smooth Torque Curve during machining. The Red Graph Torque show very smooth curve with no Spike. due to the cutting performance quality. The recycled oil with refortified additive shows No Torque Spike Curve (Red) which is better than the new oil.
Cutting Oil Recycling System from Screw Machine Shop at Qualico, Moberly, Missouri
Qualico is machine shop subcontractor for Screw Machine Products has been using AST-200 since 1999 to recycle their cutting oil. It has proved to Qualico that having clean cutting oil save their cutting tool 15% from $50,000 down to $42,000 per month.

AST-200 Oil Recycling Machine installed since 1999

AST-200

Dirty Tank & Clean Tank
Oil Spinner
Cutting tool saving from $50,000 down to $42,000 per month.

Chip Spinner

FC-4 Pre-Filtration
OilPure provides Oil Flushing or Oil Dialysis service for Air Compressors at RR Donnelley printing shop in Liberty, Missouri
OilPure has clean up oil dialysis for Air Compressors that use Synthetic Compressor Oil to extend the oil for 5 more years as well as improves air compressor efficiency by 25%


Air Compressor Oil Dialysis with MB-50







MB-50 performs the Oil Dialysis on all 9 Air compressors which is not only, clean the oil, but also clean the inside of the compressors that oil replacement can not do the total clean up inside. After compressor oil is clean, Air Compressor only works continuously for 7 compressors which can deliver enough air to the whole plants. When oil was dirty, air compressor have to run all 9 units full time. This shows cost saving of 25% of energy for the plant.
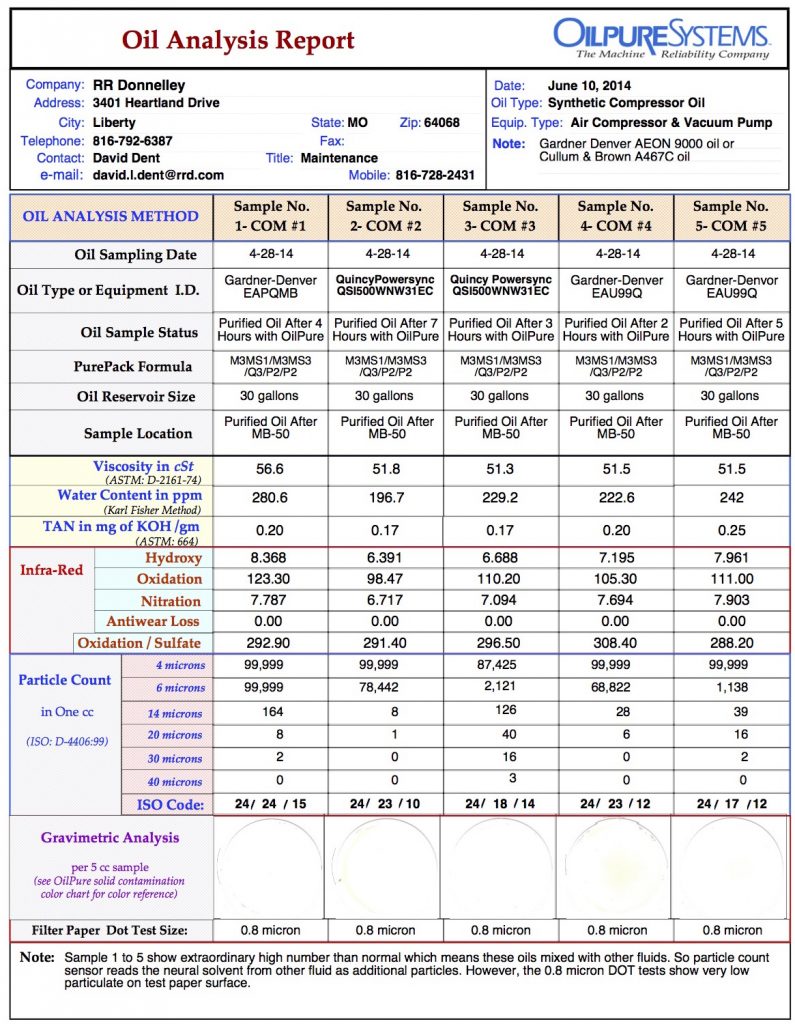
Oil Test Report for Particle Count & Water & TAN (Total Acid Number)
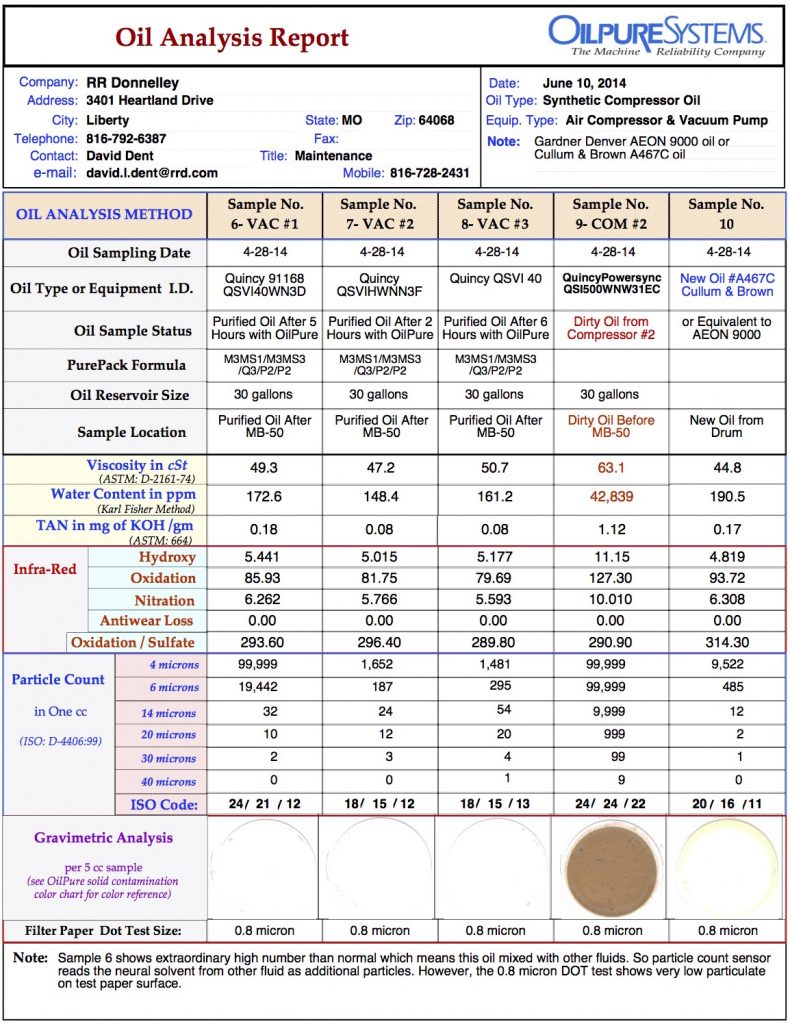
Oil Test Report for Particle Count & Water & TAN (Total Acid Number)
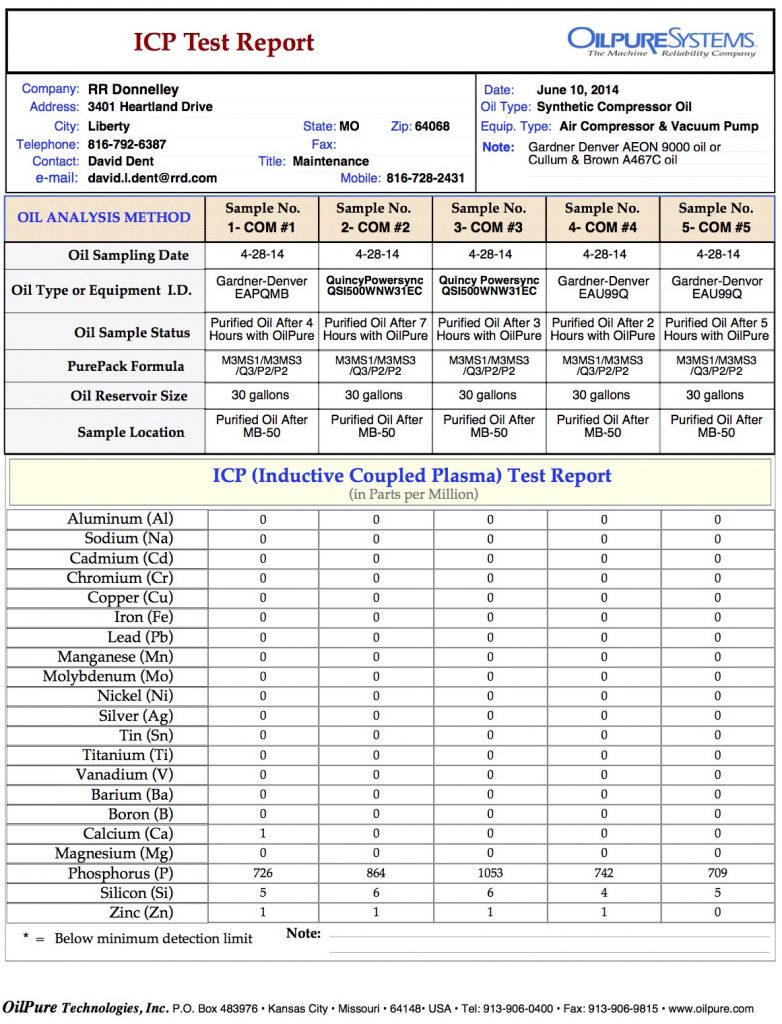
Oil Test Report for ICP (Inductively Coupled Plasma
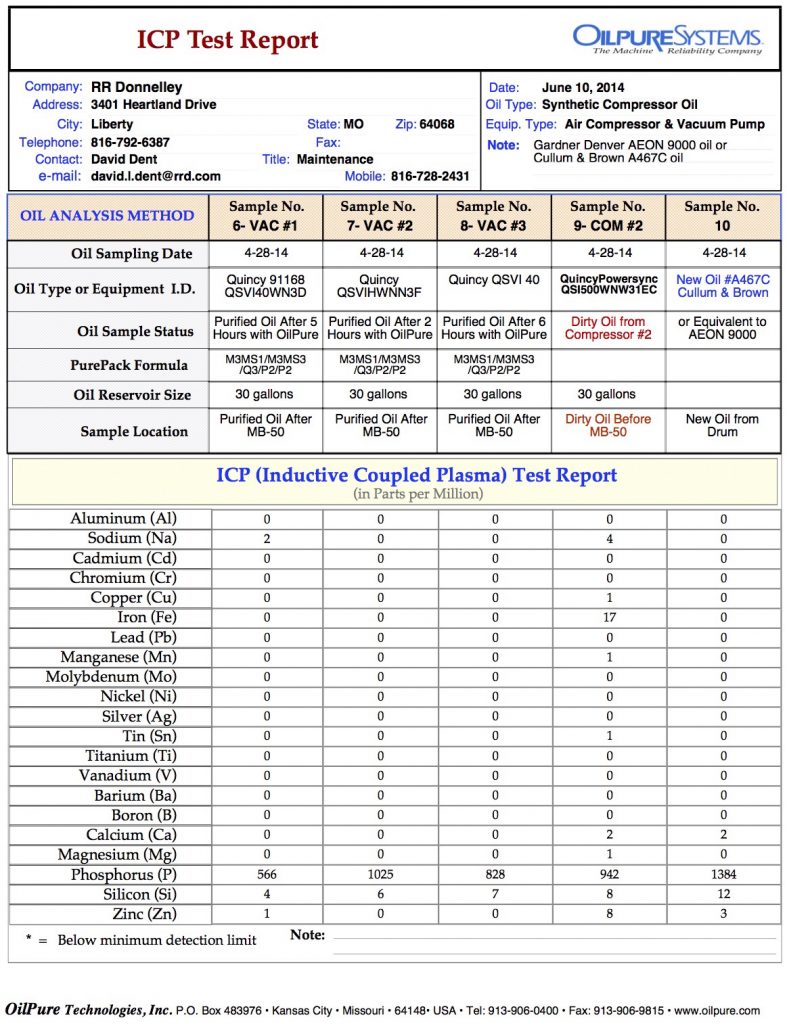
Oil Test Report for ICP (Inductively Coupled Plasma)
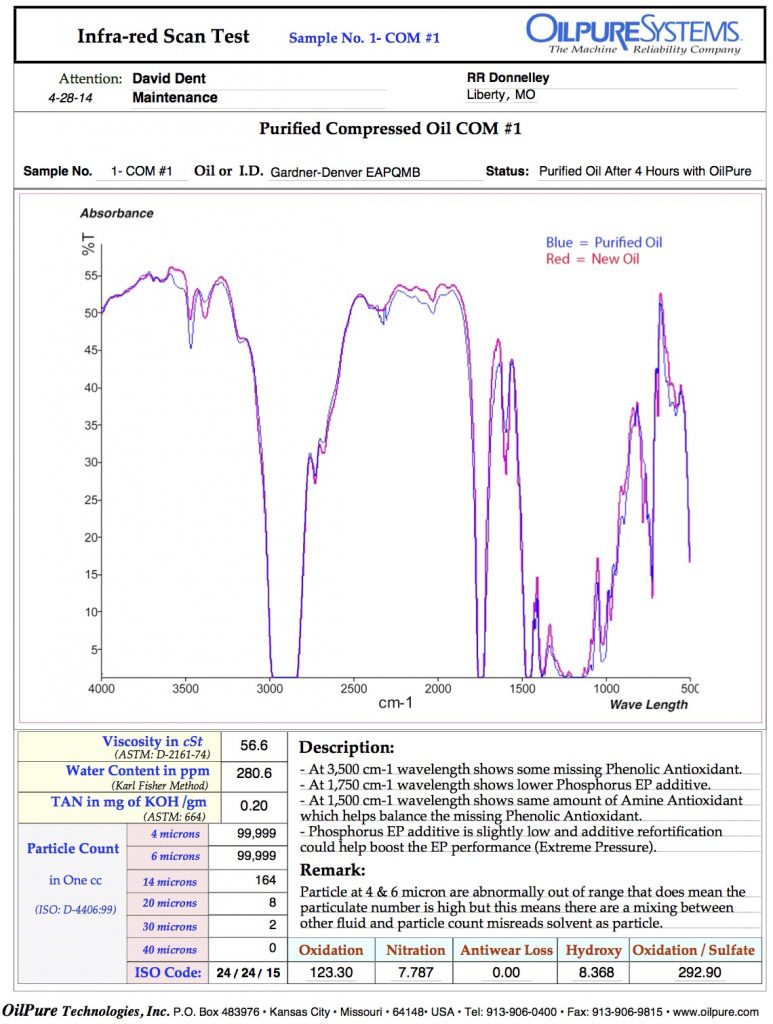
Oil Test Report for FT-IR Infra-Red Scan
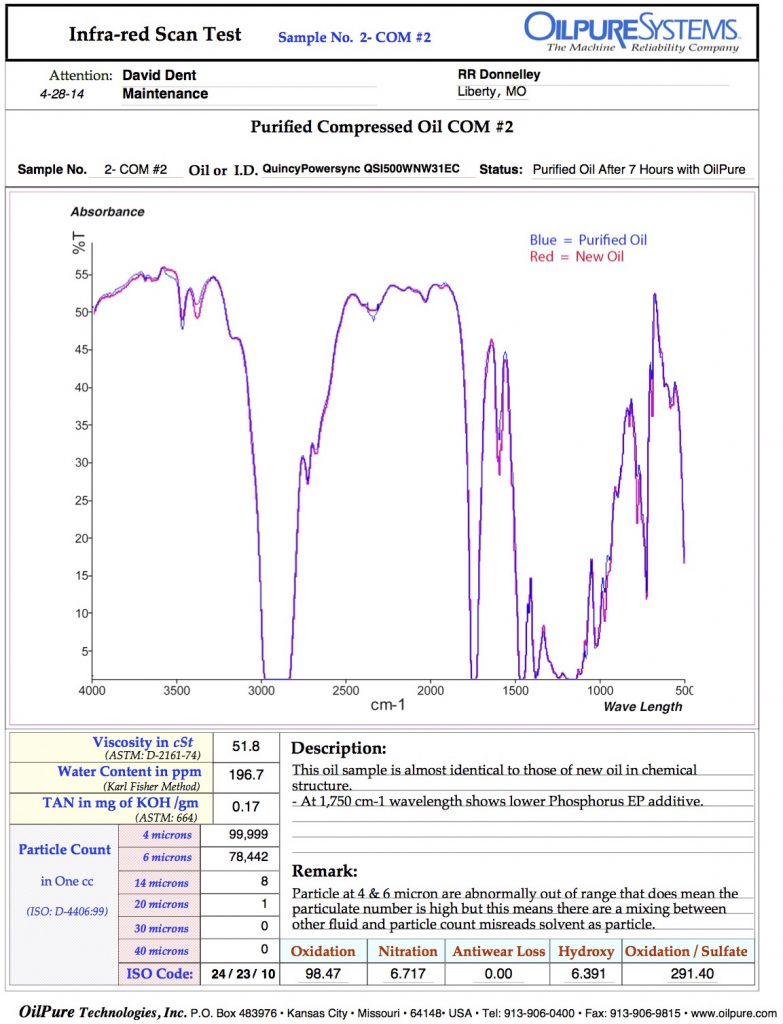
Oil Test Report for FT-IR Infra-Red Scan
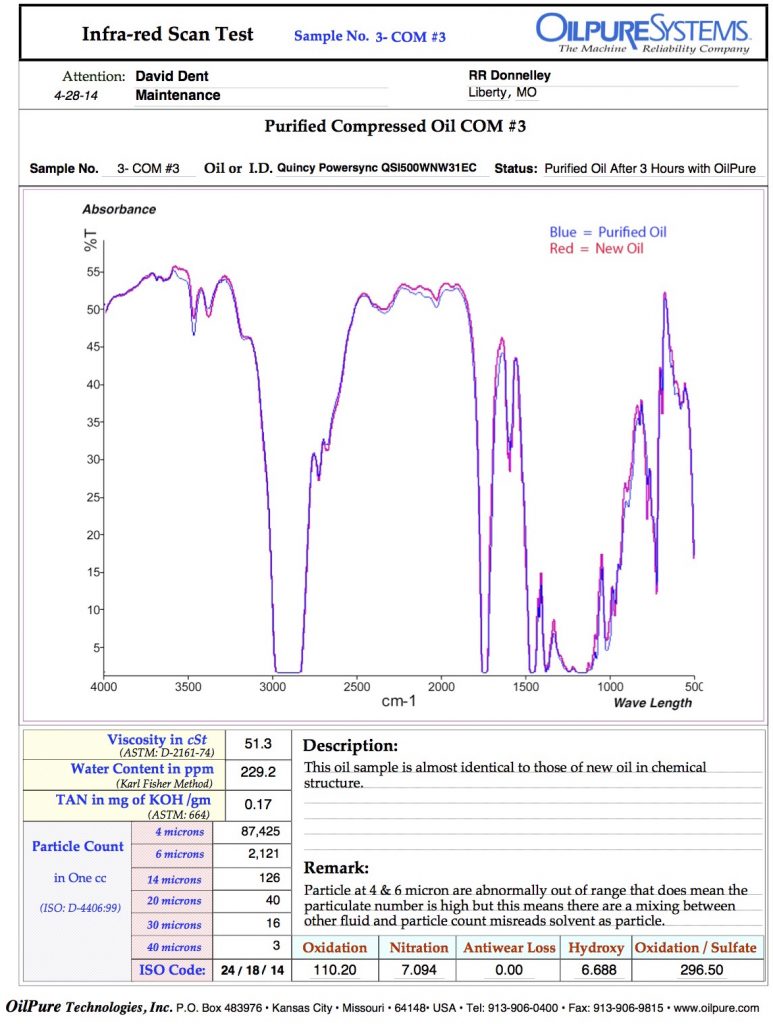
Oil Test Report shows that the recycle oil is almost identical to the new oil on FT-IR Infra-Red Scan Testing.
Hydraulic Oil Problem at Honda America Manufacturer, Inc. in Marysville, Ohio
Hydraulic Oil – Mobil DTE-25 in Cushion Bearing in Hitachi Zosen for Body Stamping Press (4800 ton Kawasaki Transfer Press) has overheated oil problem. Hydraulic oil becomes oxidized every 200 hours of running time. OilPure provides MB-50 oil purifier to remove Oil Oxidation and Oil Acidity to help reduce the press breakdown.




MB-50 Oil Purifier

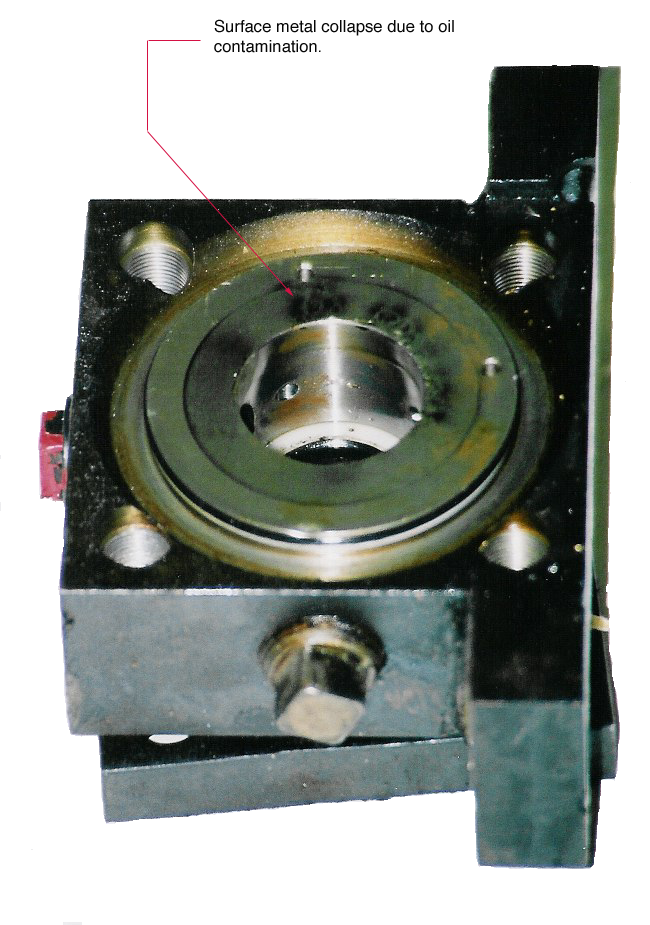
OilPure solves oil contamination problem for Fire Resistant Synthetic Oil – Quintolubric 822 in Robot Welding at Ford Motor Company in Claycomo, Missouri and received Ford Best Practice Award in 2000
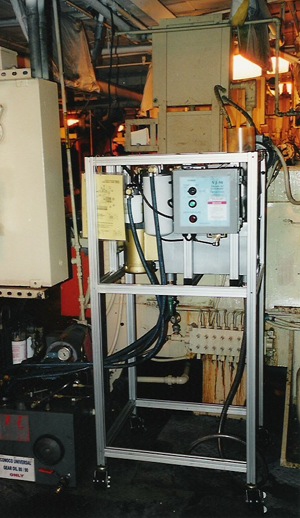
Ford Motor installed 19 units of MB-25 Dedicated Oil Purifiers on Robot Welding and Tire Mount Machine. The oil contamination in the Fire Resistant Synthetic Oil – Quintolubric 822 has caused substantial Cylinder and Valve breakdown.

MB-25 Dedicated Oil Purifier on Fire Resistant Hydraulic System in Robot Welding Equipment


MB-25 Dedicated Oil Purifier on Tire Mount Hydraulic System

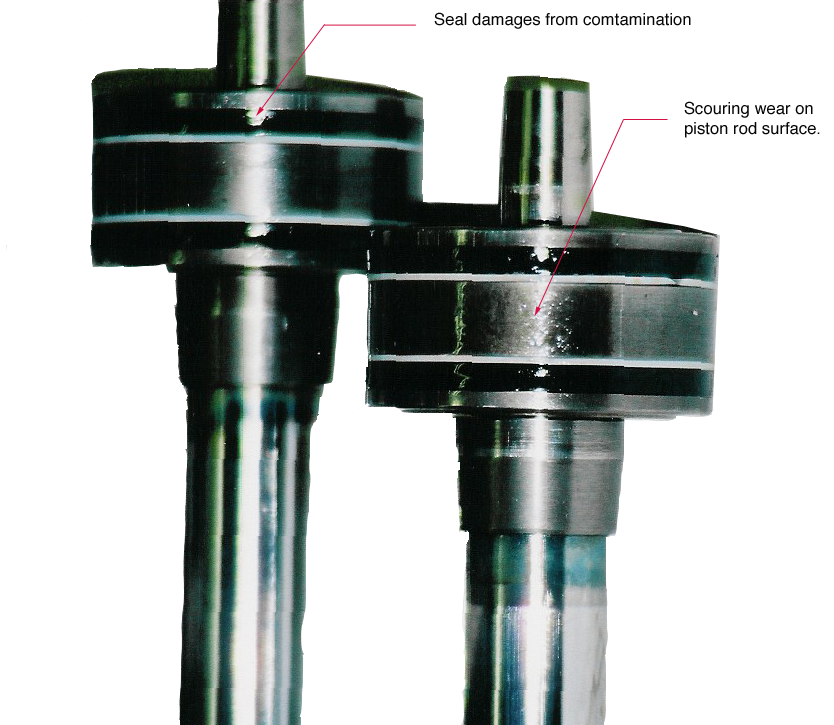
Varnish Built-up on Servo Valve surface in Hydraulic System.

Quality clean oil assures high performance of hydraulic system.
After the MB-25 Oil Purifier installation, cylinder, valve and wear problems has been disappeared during 2 years.
OilPure has saved Ford Motor from equipment damages about $168,000 a year and gets a reward for being “Ford Best Practices” for OilPure.
Delphi Battery, Olathe, Kansas
VJ-50 Series 1

AST-200 Oil Recycling Machine
Oil Recycling System for Screw Compressor Test Stand Application and Cutting Oil Recycling System from CNC Machine for Gardner Denver Company in Sedalia, Missouri
OilPure provides an Oil Recycling System for Screw Compressor Test Stand – Shell Turbo 220 at Gardner Denver Company. New Assembled Screw Compressor was built, it is sent to test stand for final testing. Shell Turbo 220 was filled up and run for quality test. Oil is also flushing debris inside during assembly and drained out. Dirty oil is pumped into a 300 gallon Tote Tank for the MB-50 Oil Purifier to clean up and deliver the clean oil to a New Clean Tank on top. The same oil has been reused for many years. There is no waste oil disposal for this test stand application. The MB-50 was installed in 1992 for early customer.


MB-50 Oil Purifier

MB-50 has been recycled the Screw Compressor Oil – Shell Turbo 220 since 1992.
OilPure has been recycled Cutting Oil from Chip Spinner. Dirty oil is settled in the Baffle Holding Tank and deliver to the FC-4-SS-50 Oil Purifier to clean up the oil to the clean tank.

Baffle Tank

FC-4-SS-50 Cutting Oil Recycling Machine at Gardner Denver


Baffle Dirty Oil Tank & Clean Oil Tank for Cutting Oil Recycling
Chip Recovery

Chip Spinner





World of Fun – Theme Park in Kansas City has recycled Hydraulic Oil from the Ride Equipment in compliance with EPA (Environmental Protection Agency)
OilPure equipment has helped clean up hydraulic oil in World of Fun – Theme Park in Kansas City to reduce waste oil problem floating around the Theme Park area with children.



AST-25 Oil Recycling Machine




Leaked Oil from the Ride contaminates the area.


Oil Purification to remove Water from Steam Turbine Generator from IEC Israel Electric Company, city of Haifa, Israel
IEC Israel Electric Company is a power generating company for Israel has problem with water from Steam Turbine Generator. OilPure provides the AST-200 Oil Purification System to solve water problem.

AST-200 at Steam Turbine Generator


AST-200 Oil Recycling Machine

FC-1, a 5 micron Pre-Filtration in AST-200

AST-200 Vacuum Jet Dehydration removes water from turbine oil.

Inside AST-200
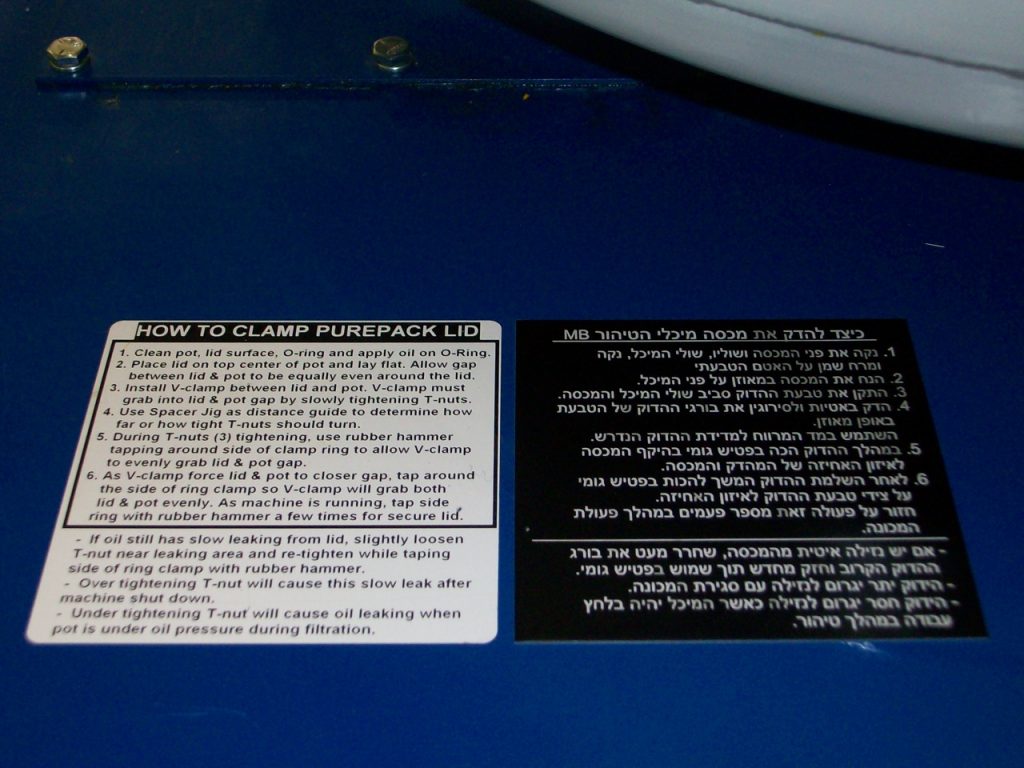
Instruction label was translated into Hebrew.
Turbine Oil Purification System for Coal Fire Power Plant at Penn State University, University Park, Pennsylvania
Penn State University has a Coal Fired Power Plant that generates electricity for university. There are two steam turbine (duplex system) sit side by side generating electricity. OilPure designs the AST-50 that can purify both generator on a 2 week continuously basis. OilPure uses Three Way Solenoid Valves to keep the oil cleaning rotate between the two generators every 2 weeks.



Penn State Power Plant used Vacuum Distillation from Pall Filter in the past and change to OilPure AST-50 for water dehydration.

Pall Vacuum Distillation in storage.

Coal Fired Power Plant at Penn State University



OilPure Proactive Oil Management for Turbine Generator seminar at Black & Veatch Company in Kansas City.
OilPure present the Proactive Oil Management and Oil Contamination Control seminar to power plant engineer with Black & Veatch Company in 2001. Black & Beatch Company is a consulting engineering firm who builds power plant throughout the world.

Excessive Carbon Removal from Hot Quenching Oil at Eaton Automotive in San Luis Potosi, Mexico
AST-300-HT Oil purifier is designed to remove excessive carbon and reduce oil acidity Hot Quenching Oil at 300 °F. This Excessive carbon causes Carbon Stain on transmission part surface as well as Tolerance and Hardness Value on metal strength. Consistency of quenching speed and quenching time can be controlled by quenching oil cleanliness.

AST-300-HT Oil Filtration for Hot Quenching Oil at 300 °F oil temperature

FC-4, 5 micron Pre-Filtration

AST-300-HT removes Carbon and reduces Acidity from Quenching oil at 3000°F

Automotive Transmission Heat Treatment Operation

High Speed Centrifuge

Oil Cooler

Cartridge Paper Filter is unable to remove carbon and oil acidity.

2% Excessive Carbon in quenching oil will definitely cause Stain and many Problems on part surface. 0.5% Carbon content in quenching oil will solve Stain problem. 0.1% Carbon content in quenching oil will solve all Stain, Tolerance and Hardness Value problems from heat treated parts.


Hydraulic Oil Recycling System for Railroad Friction Company, a manufacturer of Locomotive Brake in Maxton, North Carolina
Railroad Friction Company uses hydraulic Press Stand (10 lines) to compress brake pad material that are full of dust particle, heat and cooling water. These contamination cause hydraulic oil to leaked and recover in the underground pit.
AST-50 Oil Recycling Machine

DT-100 removes Water prior to FC-4 Pre-Filtration at 5 micron.



Oil after Water removal and filtered.

Dirty oil is recovered from Underground Pit and passed through AST-50.
Leaked hydraulic oil is recovered from underground pit to Dirty Oil holding tank for DT-100 to remove Free Water and FC-4 Pre-Filtration at 5 micron level. This oil then transfer to AST-50 to remove Dissolved Water, and PurePack filter to remove Solid Particulate and Oil Oxidation. The recycled oil is in the clean tank ready to top up the hydraulic presses in Closed Loop System. This is an early version of AST-50 and has been running since 2006 to recycle hydraulic oil for Railroad Friction Company.

Press Stand
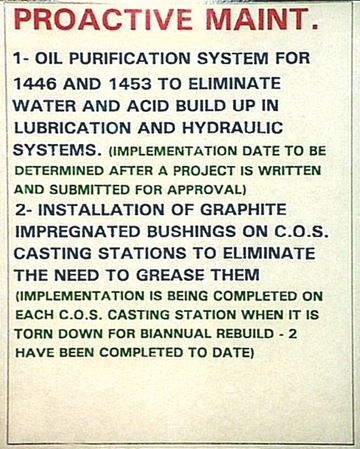
On-Site Training
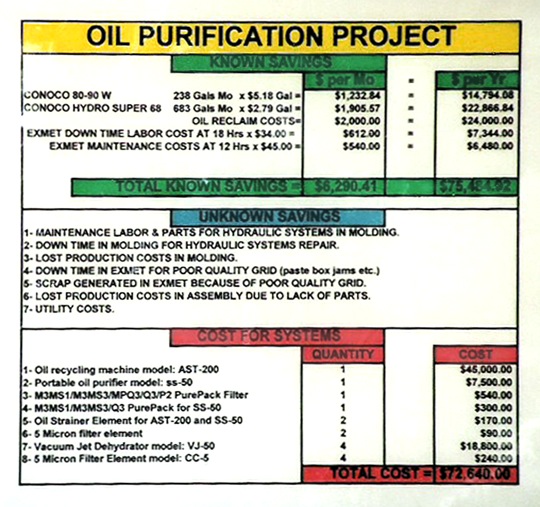
TPM Board
Transformer Oil Recycling System at EMELSA Company in Dominican Republic, South America
EMELSA Company repairs and rebuilds Used Transformer for reuse. Old Transformer Oil was drained oil and recycle back to the Rebuilt Transformer.




AST-50 Recycles Used Transformer Oil.






Used Transformer was Rebuilt and Recycled in Dominican Republic.
AST-50 Gear Oil Recycling System at Siam Steel Syndicate, Samutprakarn, Thailand
Siam Steel Syndicate recycles used steel and rolls them into steel rod for industrial use. Used steel was melt and pull through the die to make steel rod. Hydraulic oil and gear oil leaks into underground pits. This oil was recovered and recycled for reuse by AST-50 Oil Recycling Machine as well as extend the gear box life due to the cleaner oil.

AST-50 Gear Oil Recycling Center at Steel Rolling Mill

AST-50 In-House Oil Recycling System


The Before-and-After Oils after AST-50.

Gear oil was sampled from drip pan underneath rolling mill.

Dirty oil samples from 6 other oil reservoirs.


The after purified oil from AST-50 for reuse.


Leaked oil is collected in the Oil Pit before recovered to AST-50 for recycle

Previous Home Made Filtration don’t work and can not clean up the oil.

Replacing PurePack Filter Media in AST-50
Oil Recycling Systems at Banpu Company, Coal Mine in Indonesia for Turbine Oil in Power Plant and Hydraulic Oil in Mining Equipment.
AST-50 Oil Purifier is used in Steam Turbine Generator to remove water from turbine oil. This Chinese made steam turbine generator caused a lot of operating problems that related to lubrication. MB-50 Oil Purifier is used in the mining equipment that uses hydraulic oil for decontamination as mining environment is extremely filthy.

AST-50 Oil Purifier for Steam Turbine Generator

AST-50 at Steam Turbine Generator

The Before-and-After Purified Oils after AST-50


Before-and-After Purified Oils

Varnish has been trapped in the PurePack filter media in MB-50 Oil Purifier.


OilPure made Technical Presentation at the 12th Banpu Technical Meeting

© Copyright, August , 2021
Document and information in this website is a proprietary information belonging to OilPure and is not allowed to reveal to public without OilPure consent.